Researchers at theUniversité de Lorrainein France have examined strategies to simplify plastic recycling by reducing the need for pre-sorting, helping to advance Distributed Recycling Additive Manufacturing (DRAM) as a framework for more localized and circular production systems.
This approach is significant because sorting mixed plastic waste remains one of the most costly and energy-intensive stages in recycling, often limiting material recovery rates and economic viability. Enabling direct processing of mixed streams could lower operational barriers, reduce waste, and make decentralized recycling models more practical.
The study was conducted in collaboration with the ERPI and LRGP laboratories at Université de Lorraine, alongside the Department of Electrical and Computer Engineering atWestern University in Canada.
To assess feasibility, the team worked with recycled polyethylene terephthalate (rPET) and recycled high-density polyethylene (rHDPE) obtained from discarded water bottles. They compared conventional processing methods with fused granular fabrication (FGF) 3D printing, blending rPET and rHDPE at a 90/10 weight ratio. The objective was to determine whether directly printing mixed recycled plastics could deliver mechanical performance comparable to that achieved through traditional extrusion and injection molding routes.
Processing Methods and Mechanical Performance
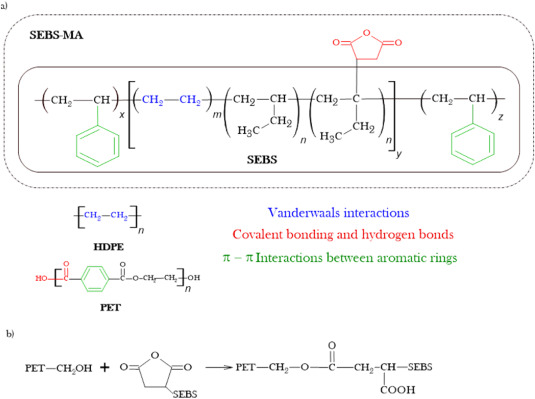
To enhance compatibility between mixed polymers, the study incorporated three styrene-based compatibilizers at 10% by weight: two non-reactive grades (G1650 and G1652) and a reactive maleated SEBS, cirKular+ C1010. According to lead researcher Cécile Nouvel of Université de Lorraine’s CNRS laboratory, the research sought to address “the high costs and inherent inefficiencies of conventional processes” by minimizing sorting steps in recycling streams.
Mechanical testing revealed notable differences between manufacturing methods. Parts produced through twin-screw extrusion and injection molding demonstrated roughly 50% higher tensile strength and 34% greater impact resistance compared to those fabricated via FGF 3D printing. Conventionally processed samples were fully dense, while printed components contained internal voids resulting from the layer-by-layer deposition process.
However, the additively manufactured samples exhibited advantages in other areas. They showed reduced thermal degradation and displayed more structured crystalline organization at elevated temperatures.
Compatibilizer addition improved elongation at break by around 40% in conventionally processed materials. Rheological analysis indicated that G1652 lowered the melt flow index by approximately 10%, while G1650 reduced it by 47%, both reflecting increased viscosity. In contrast, the reactive C1010 slightly increased melt flow index by 6%.
Processing Limitations and Future Directions
Source: 3D Printing Industry